联系我们
联系人:王经理
座机:0379-65190670
手机:13937967171/13937956560
传真:0379-67312866
微信:13937967171或13937956560
QQ :3556764952
邮箱:13937967171@163. com
地址:洛阳市涧西区洛新工业园区双湘路12号
砂石生产线皮带机的胶带损伤原因,及修补方法
更新时间:
2019-09-23 09:59:54 点击次数:12309次
字号:T|
T

砂石生产线皮带机以其长距离、大运量、连续运输的特点,应用越来越广泛,已成为物料运输的主要途径。从皮带机的使用情况看,皮带机维护成本中胶带的投入约占80%。所以加强对胶带的维护、延长胶带使用寿命,已成为提高砂石生产线行效益的重要环节。
从实际使用情况看,皮带机的胶带损伤主要有以下6个原因:
(1)皮带机各搭接点或各转载点由于落差或机尾的缓冲托辊失去弹性,当大块的石料从上落下时,形成较大的冲击力而撞破胶带的上覆盖层,甚至破断带芯,形成窟窿。特别是当物料中夹带尖锐物体,很容易划破胶带,造成胶带纵向撕裂。
(2)皮带机运行过程中由于托辊缺损,托辊架容易划伤胶带。
(3)皮带机胶带过滚筒时有异物卷入造成胶带损伤。
(4)带边磨损—主要是由于胶带跑偏,引起胶带与机架磨擦,产生带边拉毛开裂。带边磨损后,水从破损处浸入,日久天长,带芯逐渐腐烂,钢绳芯逐渐腐蚀断裂。
(5)胶带接头差,接头不齐或不平不直,造成胶带受力不均而破裂。
(6)胶带张紧力过大,也容易使胶带提前老化损坏。
砂石生产线中皮带机胶带的修补方法:
1、粘胶冷补
这种方法适用于胶带保护层破损,面积不大,带芯层损伤较轻的情况。具体的步骤是:
若胶带局部撕裂,则需采用粘胶热补法修复,即将裂口处理后涂以生胶浆,粘上生胶带,然后在一定的压力、温度及一定时间条件下,经过硫化反应,使生橡胶变成硫化橡胶,以使裂缝处获得最佳的粘着强度。其具体步骤是:
从实际使用情况看,皮带机的胶带损伤主要有以下6个原因:
(1)皮带机各搭接点或各转载点由于落差或机尾的缓冲托辊失去弹性,当大块的石料从上落下时,形成较大的冲击力而撞破胶带的上覆盖层,甚至破断带芯,形成窟窿。特别是当物料中夹带尖锐物体,很容易划破胶带,造成胶带纵向撕裂。
(2)皮带机运行过程中由于托辊缺损,托辊架容易划伤胶带。
(3)皮带机胶带过滚筒时有异物卷入造成胶带损伤。
(4)带边磨损—主要是由于胶带跑偏,引起胶带与机架磨擦,产生带边拉毛开裂。带边磨损后,水从破损处浸入,日久天长,带芯逐渐腐烂,钢绳芯逐渐腐蚀断裂。
(5)胶带接头差,接头不齐或不平不直,造成胶带受力不均而破裂。
(6)胶带张紧力过大,也容易使胶带提前老化损坏。
砂石生产线中皮带机胶带的修补方法:
1、粘胶冷补
这种方法适用于胶带保护层破损,面积不大,带芯层损伤较轻的情况。具体的步骤是:
- 用修补刀按损伤范围将覆盖层划开并撕去。
- 用木锉打磨需粘合面到一定粗糙度。
- 将胶体混合均匀,用毛刷均匀地涂在胶带打磨处,风干约20min。
- 将覆盖层粘合带裁成修补处的形状,放在粘合位置,然后用木锤均匀敲打,直到粘合严密,风干两小时即可。
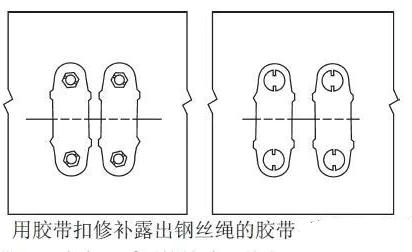
- 钢丝绳芯胶带经常被物料砸出钢丝绳,修补时可沿钢丝绳裂缝的长度打上胶带扣来修补(如下图所示)。板式胶带扣部件虽小但在修补胶带方面却十分方便,可以将胶带的小损伤很好的控制,防止胶带损伤扩大。
-
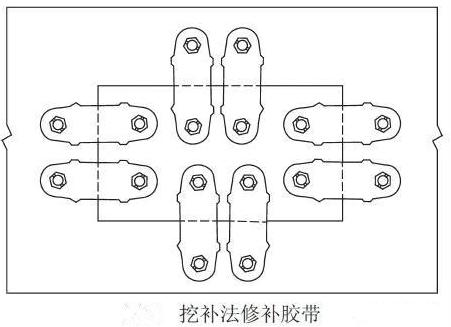
- 胶带出现窟窿可采用挖补法。首先,将损坏处挖去一方块,然后裁切一块同样尺寸的胶带片填补窟窿并沿方块四周用胶带扣卡好(如下图所示)。补上去的胶带片可以在旧胶带上截切,但要与所使用胶带有同样的规格尺寸,胶带芯的经纬线方向要与所使用的胶带的方向一致。
-
若胶带局部撕裂,则需采用粘胶热补法修复,即将裂口处理后涂以生胶浆,粘上生胶带,然后在一定的压力、温度及一定时间条件下,经过硫化反应,使生橡胶变成硫化橡胶,以使裂缝处获得最佳的粘着强度。其具体步骤是:
- 泡胶。用无铅汽油将热粘胶带专用的生胶带均匀泡开,呈稀米汤样。
- 胶带裂口处的表面处理。在胶带的上、下表面,沿长度方向,将裂口左右各30mm宽的表层胶皮揭去,用手砂轮将露出的帆布层打毛,彻底清除剩余的胶皮。
- 抹胶。用小毛刷将泡好的胶均匀刷在胶带裂口内及打毛的帆布层上,并在裂口内及揭去胶皮的部位放上已按现场尺寸剪好的胶皮。
- 加热。抹胶工作结束后,立即进行加热工作。加热时,使上、下两加热套紧紧夹住已抹好胶的胶带裂缝,将加热板依次放入上、下两加热套中,通电后即开始加热。当温度达到148℃左右时,停留2~3min,断开电源,让加热器缓慢冷却到常温后(两个小时左右),卸掉加热器,就完成了一处裂口的粘结
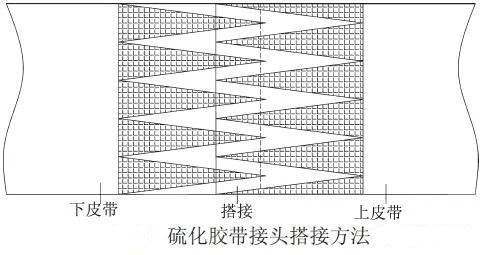
胶带修补的最后方法就是重新做胶带接头,这种方法适用于胶带损伤较重,已不能承受其运转时的张力,若在运转下去将可能发生断带的情况。重新做胶带接头方法很多,主要有机械扣连接法及硫化热接法等。在条件允许的情况下应优先采用硫化热接法,硫化而成的胶带接头质量好,抗拉强度高,但是硫化法通常工序比较复杂,使用的时间也较长。对于整芯胶带的硫化通常是按下图所示,按照一定的尺寸将需要对接的胶带头裁剪成锯齿状,在锯齿的接触面涂上硫化胶后将两胶带头搭接,然后再在搭接处上下两面覆盖芯胶及面胶经加热、加压后硫化成一个整体。